Capacity Required (LOAD)
Simply identifying capacity is only half of the problem. Manufacturers also have to consider the load going through each of the work centers in the manufacturing process. This is where the MRP system helps. The MRP system defines how many jobs have to move through each work center. If the amount of time required for each job is identified through the use of standards (a standard is an estimate of the period of time it should take to perform an operation), then a capacity analysis can be performed to compare the amount of work each work center can perform to the amount of work it will have to perform in order to meet the dispatch report requirements.
If a manufacturer knows the standards for performing the operations that have to move through each work center and the capacity of each work center, the manufacturer can compare each work center’s capacity to its load. If the capacity is greater than the load, the manufacturer should not have a problem (the work center can support the load, and the work should be accomplished on time). If the load exceeds the capacity, then the manufacturer has a constraint. The work center has more work than it can perform, and it will not complete the jobs it is supposed to in time to meet the dates specified in the MRP-generated dispatch report. At least a few of the jobs moving through the work center will fall behind. Unless the downstream work centers have excess capacity, it is not likely these jobs will recover to their downstream dispatch report due dates, and that means the delivery to the customer will be late.
Where excess capacity exists, it usually exists because the company has not tailored capacity to meet market conditions. In these situations, companies can be lulled into believing that capacity versus load assessments are not necessary to assure delivery performance. Such a belief is dangerous for two reasons:
From a cost containment perspective, the company should be concerned about excess capacity (the company is paying for capacity it does not need, but that is an issue outside this paper’s scope).
The company may make delivery commitments on future orders, especially during an economic upturn, and find out too late that it does not have the required capacity to deliver in accordance with its commitments.
Determining the capacity required is a two-step process. First, determine the time needed for each order at each work center; then, sum up the capacity required for individual orders to obtain the load.
Time needed for each order
The time needed for each order is the sum of the setup and the run time. The run time is equal to the run time per piece multiplied by the number of pieces in order.
Load
The load on a work center is the sum of the required times for all planned and actual orders to be run on the work center in a specific period. The steps in calculating load are as follows:
Determine the standard hours of operation time for each planned and released order for each work center by time period;
- Add all the standard hours together for each work center in each period.
The result is the total required capacity (load) on that work center for each time period of the plan.
The load must be now compared to the available capacity. One way of doing this is with a work center load report.
Work center load report
The work center load report shows future capacity requirements based on released and planned orders for each time period of the plan.
Loads for all weeks can be calculated and recorded on a load report: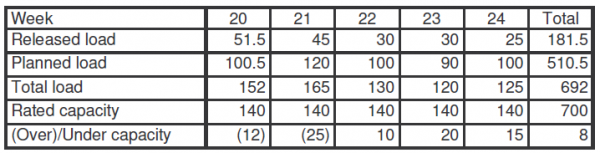
The report shows released and planned load, total load, rated capacity and (over)/under capacity. This type of display gives information used to adjust available capacity or to adjust the load by changing the priority plan. In this example, weeks 20 and 21 are overloaded, the balance are under-loaded and the cumulative load is less than the available. For the planner, this shows there is enough total capacity over the
planning horizon and available capacity or priority can be juggled to meet the plan.