Capacity Available
Capacity available is the ability of a system or resource to produce a quantity of output in a given time period. Capacity available is dependent on below parameters Product specifications: Capacity available depends on product specification and can change with it.
- Product mix: Each products has its own work content measured in the time it takes to make the product. If the mix of products being produced changes, the total work content for the mix will change.
- Plant , Machinery & Equipment: Plant , Machinery & Equipment decides the method used to make the product. If any of this value is changed then capacity of the work center/plant also changes. For example a faster machine is used - the output will change.
- Work effort: This relates to the speed or pace at which the work is done. If the workforce changes pace, perhaps producing more in a given time, the capacity will be altered.
Unit of measure f the variety of products is not large, it is often possible to se a unit common to all products. However, if a variety of products is made, a good common unit may not exist. In this case, the unit common to all products is time.
Standard time Using time-study techniques, the standard time for a job can be determined – that is the time it would take a qualified operator working at a normal pace to do the job. It provides a yardstick for measuring work content and a unit for stating capacity. It also used in loading and scheduling.
Levels of capacity
Capacity needs to be measured on at least 3 levels:
- Machine or individual worker,
- Work center,
- Plant, which can be considered as a group of different work centers.
Design capacity Maximum output rate or service capacity an operation, process, or facility is designed for
Effective capacity Design capacity minus allowances such as personal time, maintenance, and scrap
Actual output Rate of output actually achieved--cannot exceed effective capacity.
Determining capacity available
There are 2 ways of determining the capacity available: measurement and calculation. Demonstrated (measured) capacity is figured from historical data. Calculated or rated capacity is based on available time, utilization and efficiency.
Calculated or rated capacity is based on available time, utilization and efficiency.
Rated capacity = Available time x Utilization x Efficiency
Available time. The available time is the number of hours a work center can be used. The available time depends on the number of machines, the number of workers and the hours of operation.
Utilization. The available time is the maximum hours we can expect from the work center. However it is unlikely this will be attained all the time. Downtime can occur due to machine breakdown, absenteeism, lack of materials and all those problems that cause unavoidable delays. The percentage of time that the work center is active compared to the available time is called work center utilization: 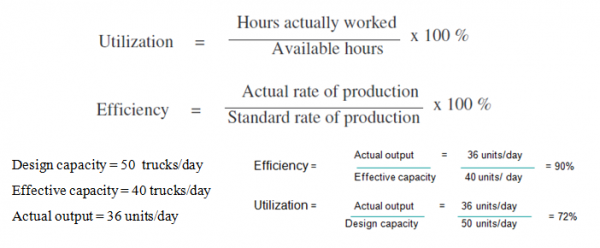
Utilization can be determined from historical records or by a work sampling Study
Efficiency. The workers might be working at a faster or slower pace than the standard working pace, causing the efficiency of the work center to be more or less than 100 %.
Demonstrated capacity
One way to find out the capacity of a work center is to examine the previous production records and to use that information as the available capacity of the work center. Notice that demonstrated capacity is average, not maximum, output.
Ex : A work center produced 100,200,300 & 400 standard hours of work in last 4 weeks. what is the demonstrated capacity of the work center ?
Ans :
Demonstrated Capacity = (100 + 200 + 300 + 400) / 4 = 250