Scheduling Bottlenecks
APICS defines bottleneck as 'a facility, function, department, or resource whose capacityis equal to or less than thedemand put upon it'.
In intermittent manufacturing, it is almost impossible to balance the available capacity of the various workstations with the demand for their capacity. As a result, some workstations are overloaded and others are under-loaded. The overloaded workstations are called bottlenecks.
Throughput is the total volume of production passing through a facility. Bottlenecks control the throughput of all products processed by them. If work centers feeding bottlenecks produce more then the bottleneck can process, excess work-inprocess inventory is built up. Work centers fed by bottlenecks have their throughput controlled by bottleneck and their schedules should be determined by that of the
bottleneck.
In the 1970’s Eli Goldratt introduced optimized production technology (OPT). OPT focused on bottlenecks for scheduling & capacity planning.Since bottlenecks control the throughput of a facility, some important principles should be noted: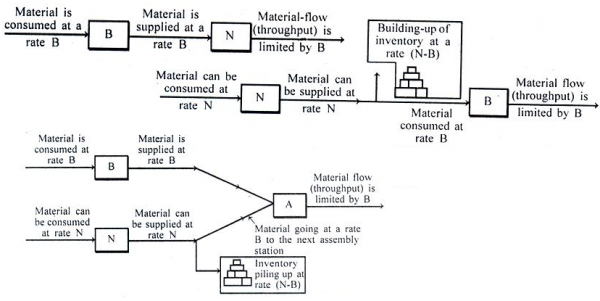
- Balance Flow, not Capacity
Line balancing, which is an example of tradition system, attempts to balance the capacity of each work-station. Work-stations are so designed that their capacity is nearly same and, hence, there is a high utilization factor. OPT, using TOC on the other hand, focuses on balancing the flow within the plant (rather than resources as in line-balancing). This will ensure the identification of bottleneck (on constraint). Once the bottleneck is handled for improvement, the throughput of the system increases.
- Utilization of a non-bottleneck resource is not determined by its potential, but by another constraint of the system;
- Using a non-bottleneck 100% of the time does not produce 100% utilization;
- The capacity of the system depends on the capacity of the bottleneck;
- Time saved at a non-bottleneck saves the system nothing;
- Capacity and priority must be consider together. Suppose 2 styles of product are made on a bottleneck. During setup, nothing is produce which reduces the capacity of the system. Ideally, the company would run one style of product for 6 months then switch over to the second style. However, customers wanting the 2nd style might not be willing to wait 6 months. A compromise is needed whereby runs are as long as possible but priority (demand) is satisfied;
- Loads can and should be split. Rather than waiting until the batch are produced before moving it to the next work center, the manufacturer can move a sub-lot. The process batch size and the transfer batch size are different. Thus, delivery to the next work center is matched to usage and work-in-process inventory is reduced;
- Focus should be on balancing the flow through the shop. The key is throughput that ends up in sales
-Utilization and activation of a resource are not synonymous or the same thing.
Traditionally, activation of resource and utilization of resource are treated as same thing. Goldratt, in his TOC, treats these two issues separately. First, let us understand: what is the difference between utilization and activation?
Activation: “What we should do” is activation. It is the indication of doing the required work. Activation is directed towards effectiveness. It is system’s measure of performance or holistic approach. A non-bottleneck machine may be active (producing 100%), yet not doing anything useful beyond the capacity of bottleneck.
Utilization: “What we can do” is utilization. It also includes performing work not needed at a particular time. Utilization is directed towards efficiency. It is a reductionist emasure of performance or mechanistic approach.
Example :
Let us assume that a non-bottleneck has a capacity of 100 parts per day while a subsequent bottleneck has capacity of 60 parts per day as shown in fig. When both resources work at 100% efficiency, the inventory building-up is (100-60) or 40 parts per day. However, at a global or holistic level, the system (combined) is operating at only 60% efficiency level as throughput is 60 parts per day. Thus, the utilization of non-bottleneck (i.e. 100%) is not same as its activation (i.e. 60%) as it is effective for only 60% of its capacity.
Managing bottlenecks
Since bottlenecks are so important to the throughput of a system, scheduling and controlling them is extremely important. The following
must be done:
- Establish a time buffer before each bottleneck. A time buffer is an inventory (queue) place before each bottleneck. The time buffer should be only as long as the time of any expected delay caused by feeding workstations. In this way, the time buffer ensures that the bottleneck will not be shut down for lack of work and this queue will be held at a predetermined minimum quantity;
- Control the rate of material feeding the bottleneck. A bottleneck must be fed at a rate equal to its capacity so the time buffer remains constant. The first operation in the sequence of operations is called a gate operation;
- Do everything to provide the needed bottleneck capacity. Anything that increases the capacity of the bottleneck, increases the capacity of the system;
- Adjust loads. This is similar to previous item but puts emphasis on reducing load on a bottleneck by using such things as using alternate work centers and subcontracting. These may be more costly than using the bottleneck, but utilization of non-bottlenecks and throughput of the total system is increased, resulting in more company sales and increased profits;
- Change the schedule. Do this as a final resort, but it is better to be honest about delivery promises.
Once the bottleneck is scheduled according to its available capacity and the market demand it must satisfy, the non-bottleneck resources can be scheduled. Any disturbances in the feeding operations are absorbed by the time buffer and throughput is not affected.
Improve the process
Once a constraint has been identified, there is a five-step process that is recommended to help improve the performance of the operation:
- Identify the constraints. This implies the need to examine the entire process to determine which process limits the throughput. The concept does not limit this process examination to merely the operational processes;
- Exploit the constraint. Find methods to maximize the utilization of the constraint toward productive throughput;
- Subordinate everything to the constraint. Effective utilization of the constraint is the most important issue;
- Elevate the constraint. This means to find ways to increase the available hours of constraint, including more of it;
- Once the constraint is a constraint no longer, find the new one and repeat the steps.
Drum-Buffer-Rope
Even the scheduling system developed for the TOC has its own specific approach. It is often described as Drum-Buffer-Rope
- Drum. The drum of the system refers to the drumbeat or pace of production. It represent the master schedule for the operation, which is focused around the pace of throughput as defined by the constraint;
- Buffer. Since it is so important that the constraint never be starved for needed inventory, a time buffer is often established in front of the constraint;
- Rope. The analogy is that the rope pulls production to the constraint for necessary processing. While this may imply a Kanban-type pull system, it can be done by a well-coordinated release of material into the system at the right time.